

 英语
英语 法语
法语
Address
No.148 Yongda Road, Jiangkou Street, Huangyan, Taizhou, Zhejiang, China.
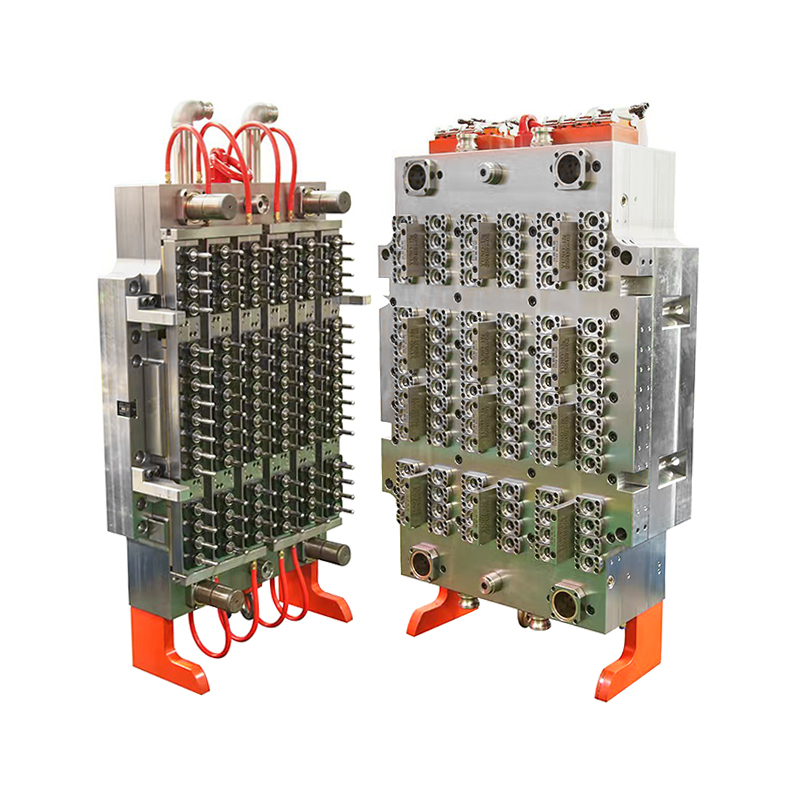
Nothing erodes profit faster in a 24/7 preform plant than an unplanned halt caused by a leaking, plugged, or overheated hot-runner system. One hour of downtime on a 144-cavity tool running 10-second cycles costs roughly 52 000 lost preforms and up to USD 8 000 in contribution margin. The PET perform mold itself may be machined to micron precision, but if the hot-runner manifold, valve gates, or sequential controller misbehave, that steel becomes idle capital. Below is a field-tested checklist that production managers can copy-paste into their morning stand-up to keep the melt flowing and the lights green.
Material dryness is the gatekeeper
PET is hygroscopic; 100 ppm of moisture at 280 °C hydrolyzes into acetaldehyde and lowers intrinsic viscosity by 0.02 dl g⁻¹ within minutes. Low-IV melt is more brittle and fractures into angel-hair strands that clog valve-pin seats. Install a dual-bed desiccant dryer delivering –40 °C dew-point air, and verify it with an inline capacitive sensor tied to the press PLC. If moisture >30 ppm, the injection press should be interlocked to prevent start-up. One European converter recorded a 38 % drop in hot-runner related stoppages after adding this single interlock.
Balance steel and copper for thermal symmetry
A 48-cavity valve-gate tool cycling every 6.5 s generates 1.8 kW per cavity in shear heat. If the manifold plate is purely P20 steel, temperature delta across a 600 mm span can exceed 12 °C, causing cold plugs on one side and drool on the other. Mold makers now mill 3 mm copper-alloy inserts directly above each nozzle tip; copper’s 400 W m⁻¹ K⁻¹ conductivity versus steel’s 29 W m⁻¹ K⁻¹ flattens the profile to ±2 °C. The added machining cost (≈ USD 4 000) pays back in two weeks on high-volume lines.
Adopt predictive heating instead of reactive alarms
Thermocouples on every heater zone are standard, but they only tell you when you are already off-spec. Add a 24-channel power logger that measures amperage draw every 200 ms. A 5 % upward trend over 72 h indicates scale building on the heater band, raising resistance. The software schedules a planned heater swap during the next Sunday shift, eliminating a mid-week short-circuit failure. Trials at a 2.5 billion preform yr⁻¹ plant cut emergency stops from 11 to 3 per annum.
Valve-pin lubrication without tear-down
Carbonized PET forms a black lacquer around the valve pin after ≈ 1.5 million shots, causing sluggish movement and eventual pin seizure. Instead of pulling the entire manifold, inject 0.3 g of FDA-approved PTFE-based grease through the pneumatic piston’s purge port every 250 k cycles. A miniature one-way spring-loaded valve (USD 12 per cavity) prevents grease migration into the melt stream. The procedure takes 30 min on-line and extends pin life from 3 M to 8 M shots.
Color-change protocol under 45 minutes
Switching from clear water preforms to opaque dairy white used to take 90 min of purging compound. Now, sequence the shutdown as follows: drop melt temperature to 255 °C (still above PET Tm but below degradation threshold), run 50 shots of low-MFI HDPE, then 10 shots of the next color PET. HDPE scrubs the metallic walls without adhering to PET, cutting purge volume by 70 %. The line is back to saleable preforms in <45 min, saving 1.2 t of resin scrap per week.
Controller firmware: the forgotten variable
Most OEMs update valve-gate sequencing algorithms every 18 months. A firmware lag can create 0.02 s timing mismatch between cavity opening signals, enough to generate weld lines that fail top-load tests. Subscribe to the controller vendor’s firmware push service and schedule updates during preventative maintenance windows. Document the revision in the mold logbook; auditors love traceability.












No.148 Yongda Road, Jiangkou Street, Huangyan, Taizhou, Zhejiang, China.

yn@tzyuno.com

+86-576-84111565

+86-13575806039

![]()
Copyright © Taizhou Huangyan Yuno Mould Co., Ltd.
Plastic Mould Factory